







ટ્રક બીમ માટે PP1213A PP1009S CNC હાઇડ્રોલિક હાઇ સ્પીડ પંચિંગ મશીન




| ના. | વસ્તુ | પરિમાણ | ||
| પીપી૧૨૧૩એ | PP1009S નો પરિચય | |||
| 1 | પંચિંગ ફોર્સ | ૧૨૦૦KN | ૧૦૦૦KN | |
| 2 | મહત્તમપ્લેટકદ | ૮૦૦×૩૫૦૦ ૮૦૦×૭૦૦૦મીમી(ગૌણ સ્થિતિ) | ||
| 3 | પ્લેટજાડાઈ શ્રેણી | 4~12mm | 4~12mm | |
| 4 | પંચ સ્ટેશન | મોડ્યુલ નંબર | 13mm | 9mm(ટોચ 5, નીચે 4) |
| મહત્તમ પંચ વ્યાસ | φ60 | φ50 | ||
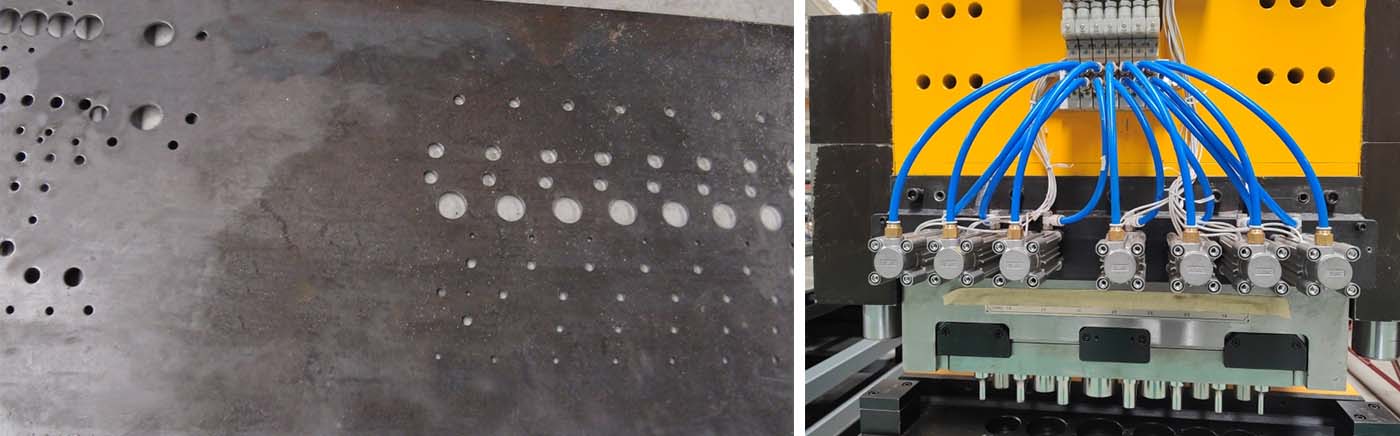
| 5 | પંચનું કદ(mm) | φ9,φ૧૧,φ૧૩,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (૮ મીમી પ્લેટની જાડાઈ સાથે ડાઇનો સેટ) | φ9,φ૧૧,φ૧૩,φ15,φ17,φ21,φ25,φ30,φ35 (8 ની પ્લેટ જાડાઈ સાથે ડાઇના સેટ સહિત)mm) | |
| 6 | મુક્કાઓની સંખ્યાપ્રતિ મિનિટ | 〉42 | <42 | |
| 7 | વોરપેજહદ | < 2mm | <25 | |
| 8 | ક્લેમ્પ્સની સંખ્યા | 3 | ||
| 9 | સિસ્ટમ દબાણ | Hઉચ્ચ દબાણ | ૨૪ એમપીએ | |
| Lઓડબલ્યુ દબાણ | 6 એમપીએ | |||
| 10 | AIR દબાણ | ૦.૫ એમપીએ | ||
| 11 | હાઇડ્રોલિક પંપની મોટર પાવર | ૨૨ કિલોવોટ | ||
| 12 | એક્સ-એક્સિસ સર્વો મોટર પાવર | ૫ કિલોવોટ | ||
| 13 | Y-અક્ષ સર્વો મોટર પાવર | ૫ કિલોવોટ | ||
| 14 | કુલ ક્ષમતા | 55કેવીએ | ||

1. હેવી લોડ મશીનનો મશીન બેડ ઉચ્ચ ગુણવત્તાની સ્ટીલ પ્લેટ વેલ્ડીંગ રચના અપનાવે છે. વેલ્ડીંગ પછી, સપાટીને રંગવામાં આવે છે, જેથી સ્ટીલ પ્લેટની સપાટીની ગુણવત્તા અને કાટ વિરોધી ક્ષમતામાં સુધારો થાય. લેથ બેડના વેલ્ડીંગ ભાગોને મહત્તમ હદ સુધી વેલ્ડીંગ તણાવ દૂર કરવા માટે ગરમીથી વૃદ્ધ કરવામાં આવે છે.

2. મશીનમાં બે CNC અક્ષો છે: x-અક્ષ એ ક્લેમ્પની ડાબી અને જમણી હિલચાલ છે, Y-અક્ષ એ ક્લેમ્પની આગળ અને પાછળની હિલચાલ છે, અને ઉચ્ચ કઠોરતા CNC વર્કબેન્ચ ફીડિંગની વિશ્વસનીયતા અને ચોકસાઈ સુનિશ્ચિત કરે છે.
3. X. Y ડ્રાઇવ શાફ્ટ ટ્રાન્સમિશન ચોકસાઈ સુનિશ્ચિત કરવા માટે ચોકસાઇ બોલ સ્ક્રૂ અપનાવે છે.
4. X અને Y અક્ષો ચોકસાઇ રેખીય માર્ગદર્શિકા રેલ અપનાવે છે, જેમાં મોટા ભાર, ઉચ્ચ ચોકસાઇ, માર્ગદર્શિકા રેલની લાંબી સેવા જીવન હોય છે, અને લાંબા સમય સુધી મશીનની ઉચ્ચ ચોકસાઇ જાળવી શકે છે.
5. x-અક્ષ અને y-અક્ષ ડ્રાઇવ મોટર્સ જર્મન AC સર્વો મોટર્સ દ્વારા ચલાવવામાં આવે છે. Y-અક્ષ અર્ધ-બંધ લૂપ પોઝિશન ફીડબેકને સાકાર કરે છે.
6. મશીનને કેન્દ્રિયકૃત લ્યુબ્રિકેશન અને વિકેન્દ્રિત લ્યુબ્રિકેશનના મિશ્રણ દ્વારા લ્યુબ્રિકેટેડ કરવામાં આવે છે, જેથી મશીન દર વખતે સારી રીતે કામ કરતી સ્થિતિમાં રહે.
7. મૂવિંગ મટિરિયલનું CNC વર્કટેબલ સીધા ફાઉન્ડેશન પર ફિક્સ કરવામાં આવે છે, અને વર્કટેબલ યુનિવર્સલ કન્વેઇંગ બોલથી સજ્જ છે, જેમાં નાના પ્રતિકાર, ઓછો અવાજ અને સરળ જાળવણીના ફાયદા છે.
8. મશીનની પંચિંગ ડાઇ પોઝિશન ડબલ રો રેખીય ગોઠવણી અપનાવે છે, અને મહત્તમ પંચિંગ વ્યાસ 50 મીમી છે. હાઇડ્રોલિક સિલિન્ડરનો પિસ્ટન સ્લાઇડ બ્લોકને બે રેખીય રોલિંગ માર્ગદર્શિકાઓ દ્વારા ઉપર અને નીચે ખસેડવા માટે ચલાવે છે, જે ડાઇ અને પંચનું સચોટ સંરેખણ સુનિશ્ચિત કરે છે, અને લાંબી સેવા જીવન ધરાવે છે. પંચિંગ ડાઇ પોઝિશનની પસંદગી સિલિન્ડર પુશિંગ અને પુલિંગ કુશન બ્લોકની રીત અપનાવે છે, જેમાં ઝડપી ડાઇ ચેન્જિંગ, ઉચ્ચ વિશ્વસનીયતા અને અનુકૂળ જાળવણીના ફાયદા છે.
9. આ સામગ્રી ત્રણ શક્તિશાળી હાઇડ્રોલિક ક્લેમ્પ્સ દ્વારા ક્લેમ્પ્ડ છે, જે ઝડપથી ખસેડી શકે છે અને શોધી શકે છે. ક્લેમ્પ સામગ્રીના વધઘટ સાથે ઉપર અને નીચે તરતો રહે છે. ક્લેમ્પ્સ વચ્ચેનું અંતર સામગ્રીના ક્લેમ્પિંગ ધારની લંબાઈ અનુસાર ગોઠવી શકાય છે.

10. તેમાં ટૂંકા પ્રોસેસિંગ સમય, ઝડપી સ્થિતિ, સરળ કામગીરી, ઓછી ફ્લોર સ્પેસ અને ઉચ્ચ ઉત્પાદન કાર્યક્ષમતાના ફાયદા છે.
૧૧. કોમ્પ્યુટરનું ઇન્ટરફેસ અંગ્રેજીમાં છે, જે ઓપરેટરો માટે માસ્ટર કરવું સરળ છે.
| NO | નામ | બ્રાન્ડ | દેશ |
| 1 | સીએનસીસિસ્ટમ | સિમેન્સ 808D | જર્મની |
| 2 | સર્વો મોટર અનેSએર્વો ડ્રાઈવર | સિમેન્સ / પેનાસોનિક | જર્મની/જાપાન |
| 3 | રેખીય ગતિ માર્ગદર્શિકા | હિવિન/પીએમઆઈ | તાઇવાન, જાપાન |
| 4 | બોલ સ્ક્રૂ | આઇ+એફ/એનઇએફ | જર્મની |
| 5 | સિલિન્ડર | એસએમસી/ફેસ્ટો | જાપાન / જર્મની |
| 6 | સોલિડ સ્ટેટ રિલે | વેઇડમુલર | જર્મની |
| 7 | ખેંચવાની સાંકળ | ઇગસ/સીપીએસ | જર્મની/દક્ષિણ કોરિયા |
| 8 | ડબલ વેન પંપ | ડેનિસન/આલ્બર્ટ | યુનાઈટેડ સ્ટેટ્સ |
| 9 | હાઇડ્રોલિક વાલ્વ | સેવાના નિયમો | ઇટાલી |
| 10 | ઓઇલ કૂલર | ટોંગફેઇ/લેબર | ચીન |
| 11 | તેલ લુબ્રિકેશન ઉપકરણ | હર્ગ | જાપાન |
| 12 | ઓછા વોલ્ટેજવાળા વિદ્યુત ઘટકો | સ્નેડર | ફ્રાન્સ |
નોંધ: ઉપરોક્ત અમારા પ્રમાણભૂત સપ્લાયર છે. જો ઉપરોક્ત સપ્લાયર કોઈ ખાસ બાબતના કિસ્સામાં ઘટકો પૂરા પાડી શકતો નથી, તો તેને અન્ય બ્રાન્ડના સમાન ગુણવત્તાવાળા ઘટકો દ્વારા બદલવામાં આવશે.



કંપની સંક્ષિપ્ત પ્રોફાઇલ  ફેક્ટરી માહિતી
ફેક્ટરી માહિતી  વાર્ષિક ઉત્પાદન ક્ષમતા
વાર્ષિક ઉત્પાદન ક્ષમતા  વેપાર ક્ષમતા
વેપાર ક્ષમતા 





