







સીએનસી બીમ થ્રી-ડાયમેન્શનલ ડ્રિલિંગ મશીન




| પરિમાણ મૂલ્ય | ||||||||
| પરિમાણ નામ | એકમ | SWZ400-9 | SWZ1000C | SWZ1250C | ||||
| નો અવકાશબીમ પરિમાણ | સ્ટીલ વિભાગ | mm | ૧૫૦*૭૫-૪૦૦*૩૦૦ | ૧૫૦*૭૫-૧૦૦૦*૫૦ | ૧૫૦*૭૫૧૨૫૦*૬૦૦ | |||
| જાડાઈ | mm | ≤80 | ||||||
| લંબાઈ | m | 12m (ગ્રાહકની માંગ અનુસાર ગોઠવો) | 15m (ગ્રાહકની માંગ અનુસાર ગોઠવો) | |||||
| ટૂંકી સામગ્રી મર્યાદા | mm | આપોઆપ પ્રક્રિયા≥૧૫૦૦ | આપોઆપ પ્રક્રિયા≥૩૦૦૦ | |||||
| મેન્યુઅલ પ્રક્રિયા: ≤૫૦૦ | મેન્યુઅલ પ્રક્રિયા: ૬૯૦-૩૦૦૦ | |||||||
| સ્પિન્ડલ | જથ્થો | 3 | ||||||
| Dરીલ હોલ શ્રેણી | સ્થિર બાજુ, મોબાઇલ બાજુ | mm | ∅ ૧૨~ ∅30 | ∅ ૧૨~ ∅૨૬.૫ | ||||
| મધ્યવર્તી એકમ | mm | ∅૧૨~ ∅40 | ∅૧૨~ ∅૩૩.૫ | |||||
| સ્પિન્ડલઆરપીએમ | આર/મિનિટ | ૧૮૦~૫૬૦ | ૧૮૦-૫૬૦ | |||||
| કાર્ડ હેડ ઝડપથી બદલો | / | મોર્સ ટેપર હોલ 4#(બદલી શકે છે) | મોર્સ ટેપર હોલ 4#(બદલી શકે છે) | |||||
| અક્ષીય સ્ટ્રોક | સ્થિર બાજુ, મોબાઇલ બાજુ | mm | ૧૪૦ | |||||
| મધ્યવર્તી એકમ | mm | ૩૨૫ | ૨૪૦ | |||||
| અક્ષીય ફીડ દર | મીમી/મિનિટ | ૨૦-૩૦૦ | ||||||
| સ્થળાંતર અંતર | દરેક સ્પિન્ડલ દિશામાં છેકિરણલંબાઈ | mm | ૫૨૦ | |||||
| સ્પિન્ડલની બંને બાજુ ઉપર અને નીચે દિશામાં | mm | ૩૫-૪૭૦ | ૩૫-૫૭૦ | |||||
| મધ્યવર્તી એકમ દિશામાં છેકિરણપહોળાઈ | mm | ૪૫-૯૧૦ | ૪૫-૧૧૬૦ | |||||
| મશીનિંગ ચોકસાઈ | છિદ્ર જૂથમાં અડીને છિદ્ર અંતરની ભૂલ | mm | ≤±૦.૫ | |||||
| ૧૦ મીટર લંબાઈમાં ખોરાક આપવાની ભૂલ | mm | ≤±1 | ||||||
| Eલેકટ્રિકમોટરશક્તિ | સ્પિન્ડલ રોટેશન માટે ત્રણ તબક્કાની અસુમેળ મોટર | kW | ૪*૩ | |||||
| મધ્યવર્તી એકમ X-અક્ષ સર્વો મોટર | kW | ૧.૦ | ૦.૮૫*૨ | |||||
| મધ્યવર્તી એકમનો Z-અક્ષ સર્વો મોટર | kW | ૧.૫ | ૧.૩ | |||||
| ફિક્સ્ડ સાઇડ અને મોબાઇલ સાઇડ એક્સ-એક્સિસ સર્વો મોટર | kW | ૧.૫ | ૧.૦ | ૦.૮૫ | ||||
| સ્થિર બાજુ અને ગતિશીલ બાજુ Y-અક્ષ સર્વો મોટર | kW | ૧.૫ | ૧.૫ | ૧.૩ | ||||
| મૂવિંગ કેરેજ થ્રી ફેઝ એસિંક્રોનસ મોટર | kW | 4 | ૦.૫૫ | ૦.૫૫ | ||||
| પરિમાણથી વધુ | mm | ૪.૪*૧.૪*૨.૭ | ૪.૪*૨.૪*૩.૫ | ૪.૮*૨.૪*૩.૩ | ||||
| મુખ્ય મશીનવજન | kg | ૪૩૦૦ | ૬૦૦૦ | ૭૦૦૦ | ||||
૧. આ મશીન એક ફ્રેમ સ્ટ્રક્ચર છે જે ઉચ્ચ-ગુણવત્તાવાળા સ્ટીલથી વેલ્ડ કરવામાં આવે છે. સ્ટીલ પાઇપ મોટા તાણ દ્વારા જગ્યાએ મજબૂત બને છે. વેલ્ડીંગ પછી, બેડની સ્થિરતા સુધારવા માટે ગરમી વૃદ્ધત્વ સારવાર હાથ ધરવામાં આવે છે.


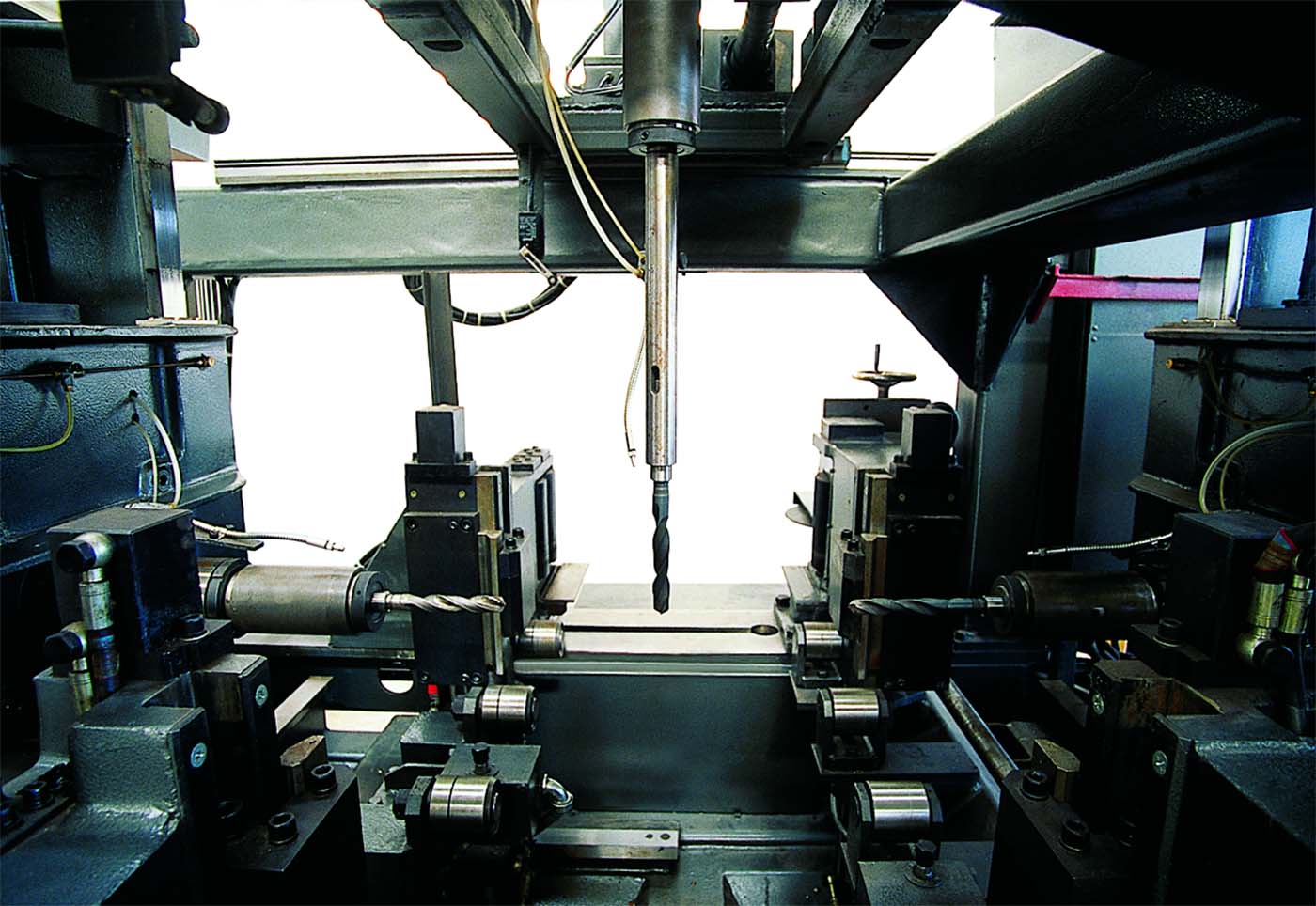
2. 3 CNC સ્લાઇડ્સ, દરેક સ્લાઇડ પર 6 CNC અક્ષો અને દરેક સ્લાઇડ પર 2 CNC અક્ષો છે. દરેક CNC અક્ષ ચોકસાઇ રેખીય રોલિંગ માર્ગદર્શિકા દ્વારા સંચાલિત છે અને AC સર્વો મોટર અને બોલ સ્ક્રુ દ્વારા ચલાવવામાં આવે છે. બીમના સમાન વિભાગ પરના છિદ્રો એક જ સમયે પ્રક્રિયા કરી શકાય છે, જે છિદ્ર જૂથમાં છિદ્રોની સ્થિતિ ચોકસાઈ અને કાર્યક્ષમતામાં ઘણો સુધારો કરે છે.
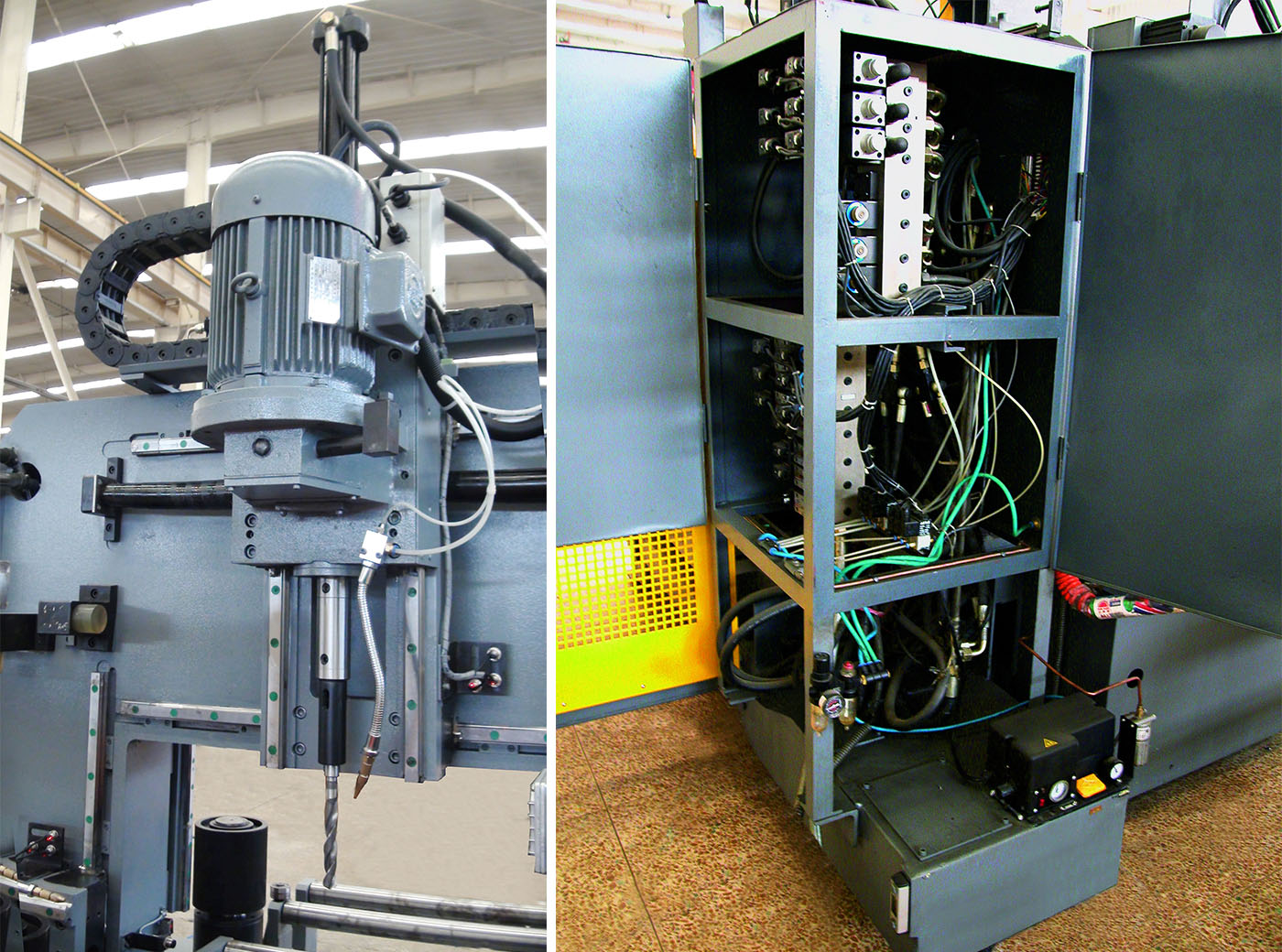
3. આડા અને ઊભા ડ્રિલિંગ માટે ત્રણ CNC સ્લાઇડ બ્લોક્સ પર અનુક્રમે ત્રણ ઓટોમેટિક કંટ્રોલ સ્ટ્રોક ડ્રિલિંગ પાવર હેડ ઇન્સ્ટોલ કરેલા છે. ત્રણેય ડ્રિલિંગ પાવર હેડ સ્વતંત્ર રીતે અથવા એકસાથે કામ કરી શકે છે.
4. દરેક ડ્રિલિંગ પાવર હેડની સ્પિન્ડલ સ્પીડ ફ્રીક્વન્સી કન્વર્ટર દ્વારા નિયંત્રિત થાય છે અને સ્ટેપલેસ એડજસ્ટ કરવામાં આવે છે; ફીડ સ્પીડ સ્પીડ રેગ્યુલેટિંગ વાલ્વ દ્વારા સ્ટેપલેસ એડજસ્ટ કરવામાં આવે છે, જે બીમની સામગ્રી અને ડ્રિલિંગ હોલના વ્યાસ અનુસાર મોટી શ્રેણીમાં ઝડપથી એડજસ્ટ કરી શકાય છે.
5. બીમ હાઇડ્રોલિક ક્લેમ્પિંગ મિકેનિઝમ દ્વારા નિશ્ચિત છે.
6. મશીન બીમની પહોળાઈ અને વેબની ઊંચાઈના ડિટેક્શન ડિવાઇસથી સજ્જ છે, જે સામગ્રીની અનિયમિત રૂપરેખાને કારણે થતી મશીનિંગ ભૂલને આપમેળે ભરપાઈ કરી શકે છે, અને મશીનિંગ ચોકસાઈમાં સુધારો કરી શકે છે.
7. મશીન ટૂલ અદ્યતન કૂલિંગ સિસ્ટમથી સજ્જ છે, જેમાં ઓછા શીતકનો વપરાશ, ખર્ચમાં બચત અને ઓછા બીટ ઘસારાના ફાયદા છે.
| ના. | નામ | બ્રાન્ડ | દેશ |
| 1 | Lકાનની અંદરની માર્ગદર્શિકા રેલ | Hઆઇવિન/સીએસકે | તાઇવાન (ચીન) |
| 2 | ઇલેક્ટ્રોમેગ્નેટિક હાઇડ્રોલિક વાલ્વ | Aટોસ/Yયુકેન | ઇટાલી/જાપાન |
| 3 | હાઇડ્રોલિક પંપ | જસ્ટમાર્ક | તાઇવાન (ચીન) |
| 4 | Sએર્વો મોટર | પેનાસોનિક્સ | જાપાન |
| 5 | સર્વો ડ્રાઈવર | પેનાસોનિક્સ | જાપાન |
| 6 | પીએલસી | Mઇત્સુબિશી | જાપાન |
| 7 | સ્પ્રે કૂલિંગ પંપ | Bઇજુર | યુનાઈટેડ સ્ટેટ્સ |
| 8 | ફ્લેક્સિબલ એક્સટેન્શન નોઝલ | Bઇજુર | યુનાઈટેડ સ્ટેટ્સ |
| 9 | વાયુયુક્ત સોલેનોઇડ વાલ્વ | Aઇરટેક | તાઇવાન (ચીન) |
| 10 | કેન્દ્રિય લુબ્રિકેશન | Hઅર્ગ/Bઇજુર | જાપાન/યુએસએ |
| 11 | Cકમ્પ્યુટર | લેનોવો | ચીન |
નોંધ: ઉપરોક્ત અમારા પ્રમાણભૂત સપ્લાયર છે. જો ઉપરોક્ત સપ્લાયર કોઈ ખાસ બાબતના કિસ્સામાં ઘટકો પૂરા પાડી શકતો નથી, તો તેને અન્ય બ્રાન્ડના સમાન ગુણવત્તાવાળા ઘટકો દ્વારા બદલવામાં આવશે.



કંપની સંક્ષિપ્ત પ્રોફાઇલ  ફેક્ટરી માહિતી
ફેક્ટરી માહિતી  વાર્ષિક ઉત્પાદન ક્ષમતા
વાર્ષિક ઉત્પાદન ક્ષમતા  વેપાર ક્ષમતા
વેપાર ક્ષમતા 





